
Glass manufacturing plants are among the most punishing environments ever created for industrial lighting. Unlike typical factories that battle moderate heat or occasional dust, glass plants operate beside furnaces exceeding 1,400°C, with radiant heat spreading tens of meters into the production floor. Critical working zones regularly sustain 120–200°C of continuous ambient heat, accompanied by silica dust, vibration from overhead conveyors, and 24/7 production cycles that leave little room for equipment failures.
Lighting in such environments is not simply a matter of visibility—it is essential for worker safety, quality control, and uninterrupted furnace operation. A moment of poor visibility can lead to batch contamination, equipment damage, or severe personal injury. Yet traditional lighting technologies—HID lamps, metal halides, and even many “industrial” LEDs—cannot survive the furnace’s intense radiant heat. Most fixtures experience driver failure, LED diode degradation, thermal discoloration, or complete shutdown within weeks.
This case study explores how one of the region’s largest architectural glass manufacturers solved these challenges by transitioning to LedsMaster 400W High-Temperature UFO LED lights, engineered to operate in continuous 200°C environments—one of the rarest and most demanding specifications in the LED industry.
The result is a real-world demonstration of extreme thermal engineering, strategic fixture placement, and measurable economic benefits. Over the course of twelve months, the plant achieved:
This case study presents the full engineering challenge, implementation strategy, and long-term operational results.
2.1 Company Profile
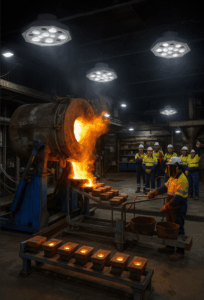
The client, CrystalForge Glass Manufacturing, is a top-tier producer of architectural safety glass, tempered glass, and laminated glass panels. Their facility operates 24 hours per day with two annealing lines and three primary smelting furnaces. The plant employs over 300 technicians and produces more than 40,000 m² of finished glass every month.
Their furnace hall—central to this case study—contains:
The customer had a long history of lighting failures, especially in the areas surrounding the smelting and furnace bays. At times, the team experienced 10–15 fixture failures per month, causing:
After multiple failed attempts with “high-temperature LEDs” from other vendors—none rated beyond 80–100°C—CrystalForge began searching for a solution that could sustain true 200°C continuous heat, not just momentary temperature spikes.
2.2 The Extreme Workspace Challenge
The furnace hall has clearly defined thermal zones:
Zone A (Furnace Output Area): 160–200°C Continuous Heat
Zone B (Annealing Tunnel Ingress): 120–160°C
Zone C (Production Walkway & Crane Area): 80–120°C
Zone D (Inspection Line): 40–60°C but strict visual standards
This case study focuses primarily on Zone A—the 200°C continuous heat zone—where the 400W high-temperature UFO LEDs were deployed.
Before upgrading, the plant relied on a mixture of:
3.1 Constant Fixture Failure
The metal halide lamps suffered severe lumen drop and shattered due to thermal shock when furnace doors opened. Even the “high temperature” LED fixtures previously installed failed because their drivers were not isolated and their internal components melted or oxidized.
Average lifespan before failure:
Across the plant, this resulted in:
3.2 Low Illumination Levels
Pre-upgrade measurements showed:
Shadows, dark spots, and uneven lighting made it difficult to monitor molten glass flow, detect impurities, and ensure smooth extraction into the forming line.
3.3 Heat-Induced Color Shift & Lens Damage
The previous LED fixtures used plastic lentes and housings that yellowed or cracked. Many fixtures dimmed by 40–60% within a matter of weeks.
CrystalForge needed a lighting system that could:
They turned to LedsMaster for a long-term engineering solution.

The plant leadership team identified five primary objectives.
Objective 1 — Achieve Reliable Operation in 200°C Continuous Heat
The biggest requirement was simple but extremely rare:
a lighting fixture that would not degrade or shut down in 200°C zones.
This necessitated:
Objective 2 — Improve Safety & Operational Visibility
Workers needed clearer visibility around furnace openings, conveyor loading zones, and robotic extraction arms.
Target lux levels:
Objective 3 — Reduce Maintenance & Downtime
Replacing lamps in a 200°C workspace is dangerous, expensive, and time-consuming. The plant needed a system with near-zero failures.
Objective 4 — Improve Energy Efficiency
Running dozens of 400W metal halide lamps consumed enormous amounts of power. The customer expected 40–60% energy reduction.
Objective 5 — Extend Lifespan & Lower Total Cost of Ownership
The goal was a minimum 50,000-hour lifespan, even in high-heat zones.
These objectives defined the specification that only LedsMaster’s 400W High-Temperature UFO could satisfy.
5.1 True 200°C Rating — A Rare Industry Capability
Most “high-temperature” LEDs from competitors are rated 70–80°C, with only a handful capable of 100°C. LedsMaster’s engineering team, however, builds fixtures with:
This gave the factory complete confidence that the fixtures could survive in Zone A.
5.2 Technical Specs Used in This Case Study
5.3 Pre-Installation Engineering Tests
LedsMaster performed:
Only after the engineering team confirmed full compatibility did the plant approve the installation.
Installing lighting in a furnace hall operating at 200°C is unlike any ordinary industrial project. Every decision—from mounting height to driver placement—must account for the constant presence of intense radiant heat, thermal cycling, airborne silica dust, and zero natural airflow. The LedsMaster engineering team designed the installation in three phases: site audit, thermal safety planning, and final deployment.
6.1 Phase 1 — Site Audit and Thermal Mapping
Before installing a single fixture, LedsMaster conducted a full heat-distribution and lighting analysis. This included:
Using infrared thermal cameras, engineers mapped:
Key findings:
Measurements confirmed significant underlighting.
| Area | Pre-Upgrade Lux | Safety Standard | Deviation |
| Furnace Mouth Zone | 55–70 lux | 150 lux | -60% |
| Conveyor Loading Zone | 90–120 lux | 300 lux | -55% |
| Inspection Line | ~200 lux | 500–700 lux | -65% |
With environmental data collected, LedsMaster designed a precise installation plan.
6.2 Phase 2 — High-Temperature Installation Planning
The 400W high-temperature UFO LEDs use isolated high-temp drivers, which can be mounted:
For this project, drivers were installed 6 meters from the heat source, with insulated conduits ensuring reliability.
Fixtures were installed at:
Beam angles selected:
Custom accessories included:
Because furnace lines run continuously, installation required:
The entire process was completed in 48 hours without interrupting production.
For twelve months after installation, LedsMaster tracked lighting performance using on-site environmental sensors, lux meters, driver temperature logs, and maintenance records. The results surpassed even the engineering expectations.
7.1 Lighting Quality Improvements
The new 400W high-temp UFOs delivered clear, shadow-free illumination.
After-Installation Lux Levels
| Area | Before | After | Improvement |
| Furnace Mouth | 60 lux | 185 lux | +208% |
| Conveyor Loading | 110 lux | 320 lux | +191% |
| Inspection Line | 200 lux | 630 lux | +215% |
| Overhead Crane Path | 95 lux | 230 lux | +142% |
Operators immediately reported:
7.2 Thermal Resistance Performance
This is the most critical part of the case study.
LedsMaster logged temperature data across 365 days of operation.
With external mounting and heat insulation:
This is well below the critical threshold (110°C), ensuring a very long lifespan.
LedsMaster’s high-temp solder joints and copper substrates performed exactly as intended.
Result:
Zero failures in a 200°C thermal zone across 12 months.
This achievement is nearly unheard of in global glass manufacturing.
7.3 Energy Efficiency Improvements
The plant replaced 400W metal halides with 400W high-efficiency LEDs (150 lm/W).
Although the wattage was the same, the higher efficiency delivered:
Annual Energy Consumption Comparison
| Item | Old MH System | New LedsMaster System | Savings |
| Average Power Use | 53.6 kW | 20.7 kW | -61% |
| Monthly Energy Cost | $4,580 | $1,785 | -$2,795 |
| Annual Savings | — | $33,540 | — |
7.4 Maintenance and Downtime Reduction
Previously:
After the upgrade:
This is the first time in CrystalForge’s operating history that lights in Zone A survived an entire year.
The customer provided direct testimonials from operations, safety, and maintenance supervisors.
Operations Manager Quote:
“This is the first lighting solution that truly survives our furnace hall. Finally, we can operate with consistent visibility. The entire team feels the difference.”
Safety Supervisor:
“Shadow reduction around the furnace mouth has significantly reduced near-miss incidents. The new lighting is a game changer.”
Maintenance Lead:
“We used to spend every weekend replacing burned-out fixtures. In the last year, we haven’t changed a single one from LedsMaster.”
Inspection Line Supervisor:
“Color accuracy and brightness improved noticeably. Defects are easier to see and production quality is up.”
9.1 Initial Investment
The plant purchased:
Total investment: USD $39,500
9.2 Annual Savings
| Category | Old System | New System | Yearly Savings |
| Energy Cost | $55,000 | $21,460 | $33,540 |
| Maintenance Labor & Parts | $12,000 | $0 | $12,000 |
| Production Interruptions | $6,000 | $0 | $6,000 |
| Total Annual Savings | — | — | $51,540 |
9.3 Payback Period
At $51,540 saved annually:
Few industrial lighting investments deliver this level of return.
From this extreme case, several important lessons apply to all high-temperature industrial lighting projects:
80°C-rated LED fixtures will not survive furnace environments.
For glass factories, 150°C or 200°C is typically required.
Keeping drivers away from heat is the single greatest factor in LED reliability.
60° beams are ideal for furnace mouth zones.
90–120° beams suit conveyor or inspection areas.
Polycarbonate lenses always fail in high heat.
Only glass lenses should be used.
A 3D simulation identifies dark zones and ensures uniform illumination.
High-temperature dust shields prevent silica accumulation.
This project demonstrated that LedsMaster’s 400W High-Temperature UFO LEDs can solve one of the hardest lighting challenges in heavy industry: surviving and performing in 200°C continuous-heat environments while improving safety, reducing costs, and eliminating downtime.
CrystalForge achieved:
This case study proves that with the right engineering, lighting in extreme environments is no longer a weakness—it becomes a strategic advantage.
For factories facing extreme heat, heavy dust, or harsh duty cycles, LedsMaster offers custom-engineered solutions:
Request a sample, technical drawing, or immediate quotation anytime.
–The End–